Here is a Lebeau-Courally BLE in 16 gauge that suffered more than a few problems. Both hammers had failed, one completely and the other cracked completely through the pivot hole. All of the screw slots had suffered at the hands of the last individual who had attempted repairs on the gun. They also beat the snot out of the sear and hammer pivot pins, which originally had polished, concave ends. After disassembly and a thorough inspection of the damage, the lengthy journey of correctly repairing everything began.
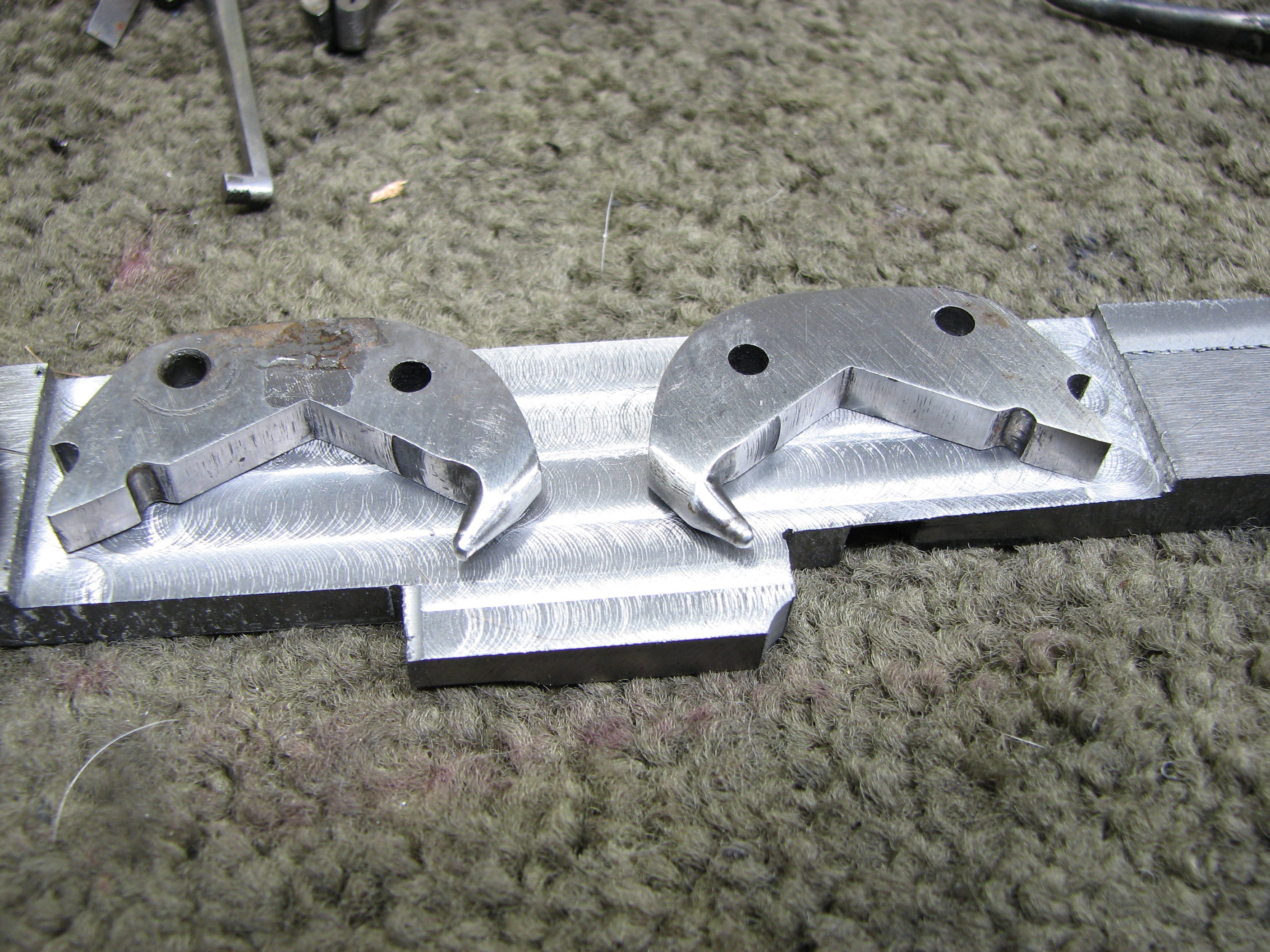
It started with the creation of new left and right hammers made from O1. It doesn't take a rocket surgeon to determine why either hammer failed at the points that they did. The left hammer cracked through the pivot, the crack originating at a tool mark near the sear notch. The right hammer failed exactly where it was (apparently) designed to, at the sharp inside corner, situated right at the point where the hammer would flex the most. When making the new hammers, I replaced that sharp inside corner with a radius, so as to prevent a replay of previous events.



The broken right hammer was temporarily glued together so that I could trace its outline.

The "nose" (firing pin) portion of the hammers was cut on the milling machine, using a shop-made profile cutter.



The finished parts...


Obviously, fitting new hammers entails addressing things like: sear engagement, firing pin protrusion, cocking timing, overdraw, ejector function, etc. but these things aren't the most photogenic processes, which is why they are not shown.
Before the new screws can be made, there are internal repairs to the head of the stock which must be completed.




Now, on to the screws (of which there are many)...


Making the screws from 1020 (they are case hardened after engraving)


The new screws, ready for engraving. Note the toplever lockscrew is screwed into an aluminum extension. This is so that it can be held in my engraving vise.

All finished:






















