But don't get your hopes up, I'm still not working on L.C. Smith guns.
The following post should dispel the idea that my dislike (loathing, actually) for a particular brand of gun would negatively affect the quality of my work.
This was a past project (it was in fact the very last Smith to ever befoul my bench) that I had documented completely and I had debated about posting it (because it's a Smith) but decided that it had value in describing proper repair procedures and workmanship.
It was (is) a Specialty grade, 12 gauge with ejectors and Hunter One Trigger. The gun was off the face, had loose ribs (big surprise), a broken ejector guide pin (the broken segment still stuck in the barrel), the obligatory damaged stock (at the head), damaged screw slots (all of them), the lump had been peened to "tighten the action", the hand screw hole in the top strap had been stripped and "repaired" by brazing, buffed and reblued barrels and triggerguard, malfunctioning trigger and there was little finish left anywhere with quite a bit of pitting. Overall, a fine specimen of typical American gunsmithing on the quintessential American double. Below is the itemized list of repairs. Every facet of the job was performed in-house, by me, including engraving and finishing of the wood and metal.
- disassembled
- cleaned, inspected
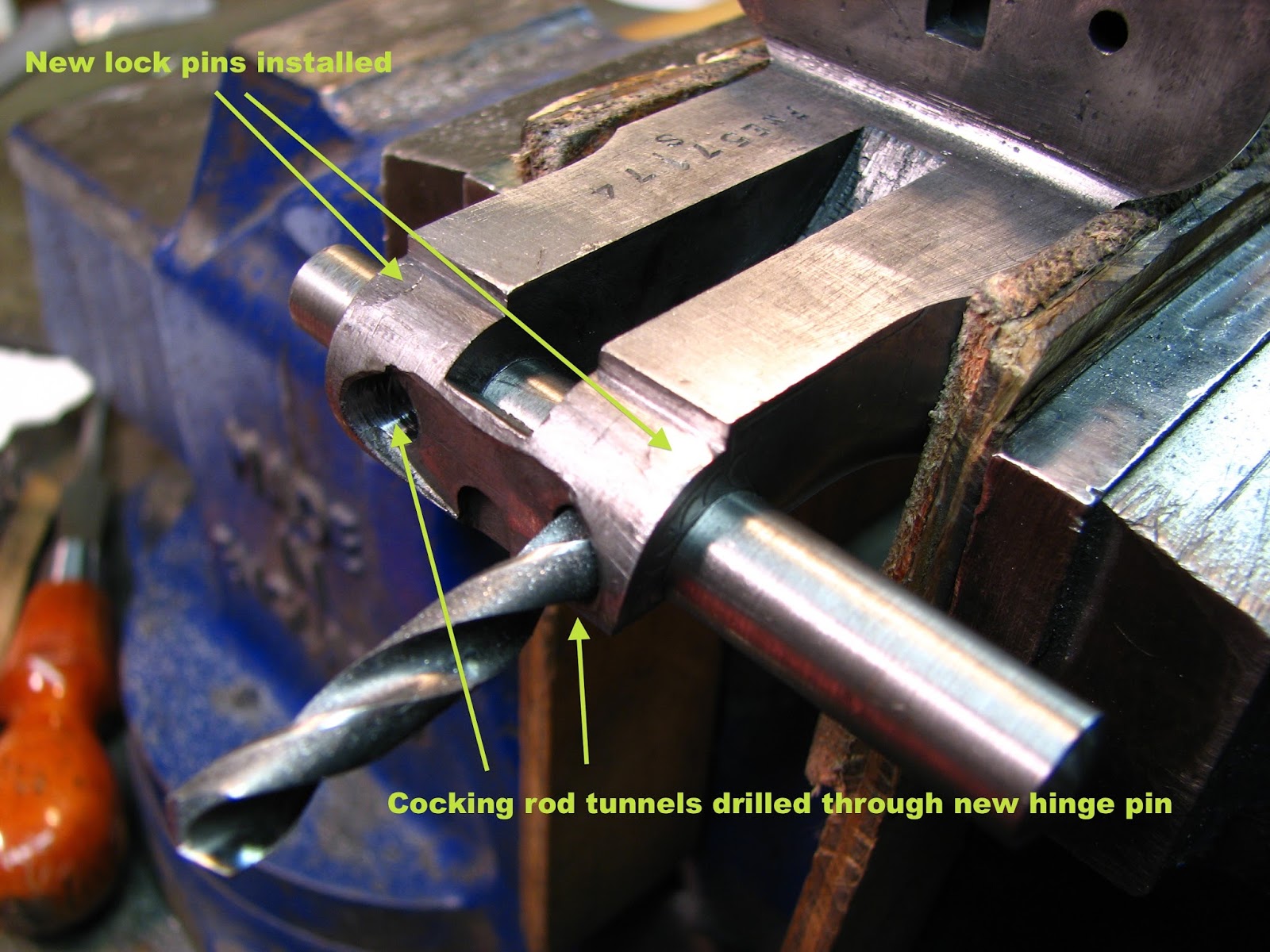
- rejointed action:
removed hingepin locks
removed hingepin
reamed hingepin hole and barrel hook
fabricated, fit, installed new hingepin and locks
drilled cocking lever tunnels
blacked barrels down on face
- engraved hingepin ends
- removed improperly repaired tang
- rebuilt tang:
welded new material in place
machined outside contours
machined safety slot
drilled and tapped hand pin hole
- engraved tang
- fabricated and fit:
safety slide retaining pin
safety detent pin
- fabricated, fit, indexed, engraved:
breech screw
triggerplate screw
hand screw
left and right forward lockplate screws
rear lockplate screw
toplever spindle screw
triggerguard screw
- filed, polished, prepped:
frame
triggerplate
forend iron
triggerguard
- recut engraving on above parts
- fabricated, fit, heat-treated:
left and right firing pins
- removed broken and stuck extractor guide pin from barrels
- machined extractor segment for replacement guide pin
- stripped and relaid ribs
- recut engraving on barrel breeches
- polished, prepped barrels for rust bluing
- rust blued barrels
- detail polished barrels
- color case hardened:
frame
lockplates
triggerplate
forend iron
associated screws
- nitre blued:
triggerguard
guard screw
trigger
bbl. selector
forend latch
forend latch escutcheon and screw
safety slide
- chemically removed finish and oil from buttstock and forend
- repaired structural damage at head of stock
- repaired cracked and stripped screwholes in forend wood
- installed reproduction No-Shoc recoil pad
- refinished buttstock and forend
- recut checkering on buttstock and forend
- repaired damaged left sear tail
- corrected sear engagement (left and right)
- corrected sear tail heights
- reassembled, lubed
- function checked
- test fired
Now, on to the photos.




























Here are some photos of the finished job. All finishes are done in-house, both wood and metal (yes, that includes the case hardening). The barrels are rust blued. The trigger, triggerguard, barrel selector, safety slide, forend latch and escutcheon are nitre blued. The balance is color case-hardened.






Did you perform the case-hardening yourself or did you send it out?
ReplyDeleteEVERYTHING, just as stated in the text, was done in house. That includes the case hardening.
ReplyDeleteOne lucky gun.
ReplyDeleteYou may not have enjoyed it, but the results are stunningly beautiful!
ReplyDelete